
锁模力计算方法
锁模力计算方法
锁模力又称合模力,是指注射机的合模装置对模具所施加的最大夹紧力。当原料以高压注入模穴内时会产生一个撑模的力量,因此注塑机的锁模单元必须提供足够的“锁模力”使模具不至于被撑开。
当熔体充满型腔时,注射压力在型腔内所产生的作用力总是力图使模具沿分型面胀开,为此,注射机的锁模力必须大于型腔内熔体压力与塑料制品及浇注及浇注系统在分型面上的投影面积之和的乘积。
公式:锁模力≥模力压力X 制品、流道、浇口在分型面上的投影面积之和。
需要注意的是:锁模力不足,制品产生飞边或不能成型,而如果锁模力过大,造成系统资源的浪费,并且会使液压系统元件在高压下长时间工作,可能过早老化,机械结构过快磨损。
第一部分:锁模力计算的经验计算
经验公式一:核心思路——通过锁模力常数来计算锁模力
计算公式:锁模力P=锁模力常数Kp×制品的投影面积S
式中P—锁模力(T); Kp—锁模力常数(t/cm2); S —制品在模板上的投影面积(cm2)
锁模力常数Kp:
PS=0.32
PE=0.32
PP=0.32
ABS=0.32~0.48
PA=0.64~0.72
POM=0.64~0.72
经验公式二:核心思路——通过估计模腔压力来计算锁模力
即:350(kg/cm2)乘以产品的投影面积(cm2)除以1000
注:除以1000 是将KG 转为吨
第二部分:锁模力精准计算
可以通过准确的计算公式或通过Moldflow 模流分析,来精确确定成型所需的锁模力。
3.1 精确公式计算:
计算锁模力有两个重要因素:(1)投影面积 (2)模腔压力
(1)投影面积(S)是沿着模具开合所观看得到的最大面积
(2)模腔压力(P)的确定
模腔压力由以下因素所影响:
(1)浇口的数目和位置
(2)浇口的尺寸
(3)制品的壁厚
(4)使用塑料的粘度特性
(5)注射速度
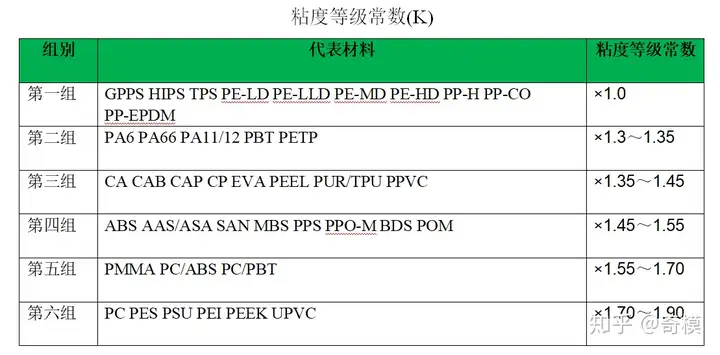
3.1.1 热塑性塑料流动特性的分组及粘度等级(流动能力)
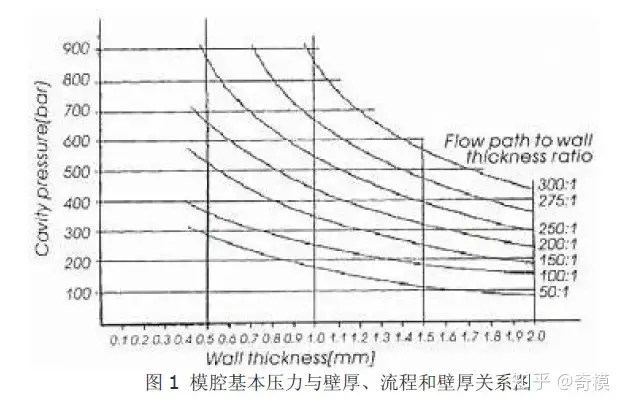
3.1.2 模腔压力决定于壁厚、流程与壁厚的比例及粘度等级常数(K)
模腔基本压力(P0)决定于壁厚、流程与壁厚的比例(如图)。
模腔压力P=P0*K。
锁模力F=P*S=P0*K*S
举例说明:成型Iphone4/4S手机保护壳
已知:产品一出二,厚度0.5,PC材料,制品长(117mm)宽(60mm)
求:要用多大吨位的机器成型?
解:
1、流长比计算
流动长度:117mm,厚度0.5mm;流长比:117/0.5=234
查曲线得知:P0=700bar;
PC的粘度系数在1.7-1.9;
2、产品面积=2*117*60/100=140cm2
3、模腔压力P=P0*K=700bar*1.7=1190bar。
锁模力F=P*S=P0*K*S=1190bar*140cm2/1000=166.6T
需要的锁模力=166.6(1+10%)=183.26T
结合实践经验:160T就可以满足生产。